

GAS SURGE PREVENTER

Reduce inert gas usage by as much as 50% on GMAW and GTAW welding with the new GSP.
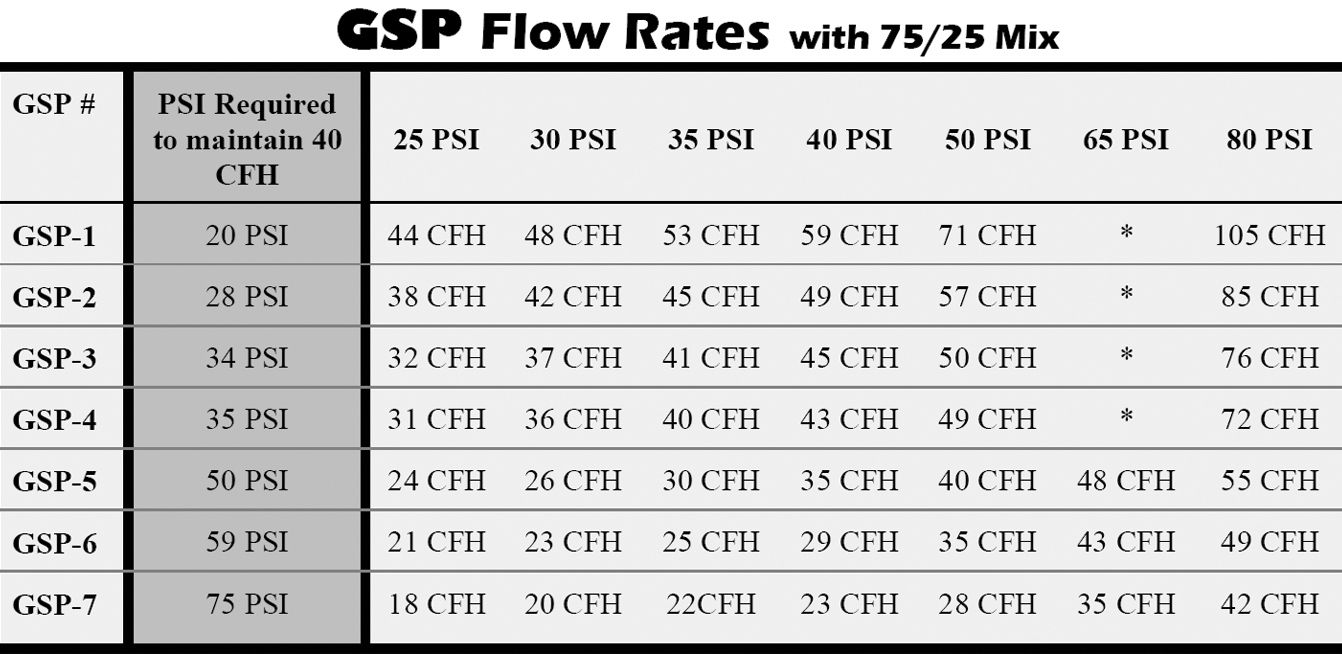
PART: GSP- Available in 7 sizes (see chart)
5/8”-18 NPT Inlet and Outlet
Gas Surge Preventers are restricted flow orifices designed to work two-fold. The GSP design removes all gas surge associated with GTAW and GMAW welding, while fixing the gas flow at a predetermined flow according to PSI.
Gas surge is the sudden blast of inert gas after opening the valve of a tig torch or pulling the trigger of a mig gun. Several factors come into place when evaluating cost savings on gas surge. The two biggest factors are how many times your welders start and stop a weld and distance from the gas supply (the longer and older the gas hose, the bigger the surge). Back pressure builds up at valves and solenoids like the nozzle on a garden hose. When you open that nozzle, you get a blast of water until back pressure is gone and actual flow rate is established. This might be beneficial when cleaning the driveway, but welding surge adds no benefit to the weld and at times could be detrimental to the weld deposit. Minimizing surge could save you hundreds or even thousands per month on your gas bill.
Another benefit of the GSP is the capability to control maximum CFH (cubic feet per hour) through the torch during a weld. This is achieved by customizing the GSP according to line PSI (see GSP Flow Rate chart above). This chart accommodates bulk gas as well as bottle users. When utilizing GSPs on bulk gas manifolded systems, you can do away with regulators and flow meters at each gas drop, eliminating repair and replacement cost of such devices. CFH is determined by PSI when utilizing a GSP and with seven GSPs to choose from, we have the right one for you.
More information here.